|
|
|
|
Imagem sendo transferida para a blanqueta |
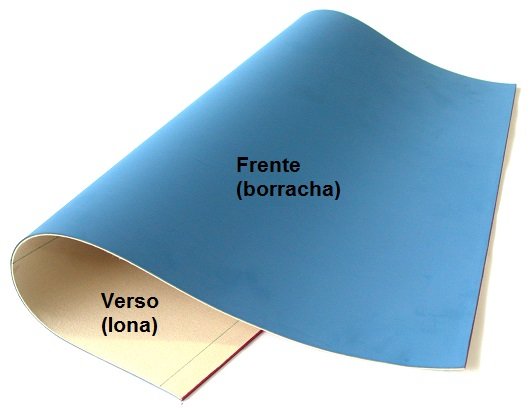
A blanqueta |
BLANQUETAS
Patrocínio Bazar do Gráfico - www.bazardografico.com.br
1. Definição
A blanqueta é uma manta constituída de uma base de tecido (tela) com uma camada superficial de borracha, que será fixada no cilindro porta-blanqueta da impressora. Ela tem a função de, além transferir a imagem da fôrma para o suporte, ajudar a regular a quantidade correta de tinta, compensar irregularidades do suporte, absorver possíveis impactos evitando danos ao cilindro e ajudar a manter a umectação da fôrma.
A primeira patente para o método de impressão indireta surgiu em 1875. Inicialmente eram utilizados certos tipos de couros para a transferência da imagem da fôrma para o suporte, porém com baixa qualidade de reprodução.
Mas foi no início do século passado, por volta de 1909, que a história nos mostra que Ira Washington Rubbel desenvolveu um processo que envolvia um cilindro da máquina de impressão com um determinado tipo de borracha, na época borracha natural, que recebia a imagem da fôrma e a transferia para o suporte, melhorando assim a qualidade de impressão. Esse processo continua sendo utilizado até os dias de hoje, porém com melhorias na borracha utilizada.
*Resiliência – Propriedade pela qual a energia armazenada em um corpo deformado é devolvida quando cessa a tensão (força) causadora da deformação. Resistência ao choque. Não deformável a um certo valor de força.
|
|
|
|
Imagem sendo transferida para a blanqueta |
A blanqueta |
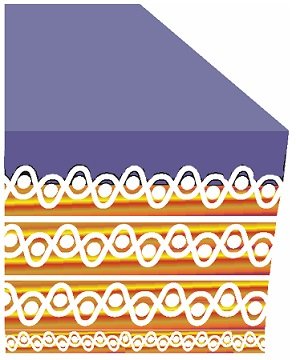
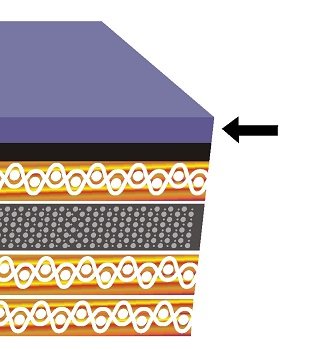
2. Estrutura da blanqueta
A blanqueta é composta por várias camadas, sendo que cada uma dessas camadas possui uma função específica.
As camadas comumente encontradas nas blanquetas são:
· Face, ou camada superficial
· Camadas adesivas
· Lonas
· Camada compressível
Face, ou camada superficial
É esta parte da blanqueta que entra em contato com a fôrma e com o suporte durante o processo de impressão.
Deve possuir propriedades físico-químicas que lhe permita resistir por milhares de impressões, pois durante o processo sofrerá ação direta dos produtos utilizados (como tintas, solventes, solução de molha e suportes) além de ações mecânicas de contato e atrito com a fôrma e o suporte.
Os tipos de borrachas utilizadas para a fabricação da borracha superficial variam de acordo com a aplicação da blanqueta, existem composições específicas para cada aplicação. Para utilização, por exemplo, com tintas convencionais é um tipo de borracha, já para tintas U.V deve ser outro tipo, assim como para impressoras planas ou rotativas, dentre outros fatores.
Corte em perfil da blanqueta – camada superficial.
Camadas adesivas
As camadas adesivas são compostas por produtos feitos a base de borrachas sintéticas (elastômeros) e goma, que são depositadas entre as camadas de lonas.
Sua função é unir as camadas da blanqueta.
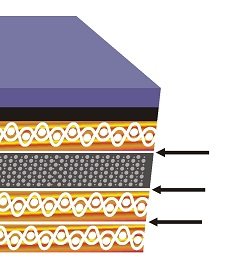
Corte em perfil da blanqueta – camadas adesivas.
Lonas
As lonas são formadas por tecidos confeccionados com fios, que tem como base a mistura de fibras de algodão e poliéster. A quantidade de algodão é maior, devido a característica de maior maciez e resiliência, que esse material possui.
A lona é o elemento responsável pela resistência à tração que as blanquetas devem possuir, para que quando tencionadas no cilindro porta-blanqueta a borracha superficial não se deforme.
A lona também trabalha absorvendo possíveis impactos indesejados, ajudando a manter uma maior vida útil da borracha superficial e a integridade da superfície do cilindro porta-blanqueta. Outra função da lona é ajudar a retardar a perda de espessura da blanqueta.
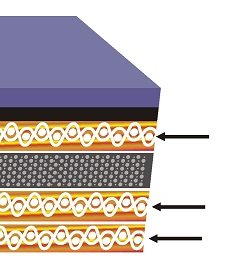
Corte em perfil da blanqueta – camadas de tecidos.
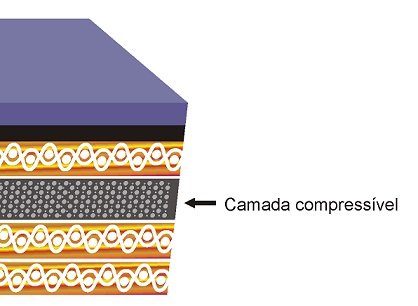
Camada compressível
A camada compressível têm a finalidade conferir à blanqueta uma maior compressibilidade, fazendo com que a mesma possa absorver impactos sem ser danificada (impactos como folhas duplas, por exemplo).
A camada compressível também ajuda a superfície da blanqueta a se amoldar melhor na superfície de suportes mais ásperos ou com espessuras irregulares, melhorando a qualidade de impressão.
As camadas compressíveis podem ser constituídas por uma borracha mais macia, ou por uma camada de borracha com micro-bolhas de gás, que terão a função de absorver os impactos.
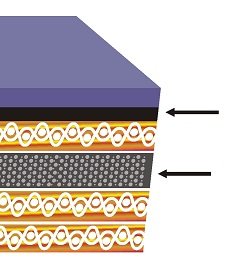
Corte em perfil da blanqueta – camadas compressíveis.
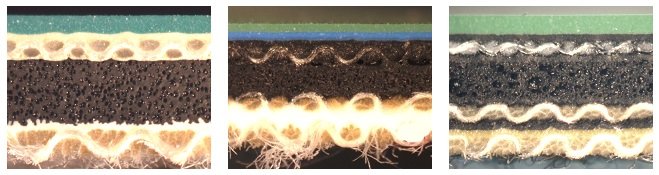
Representação de blanquetas.
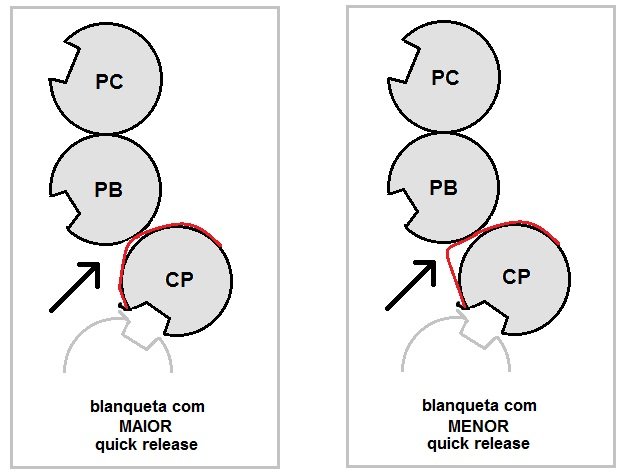
Representação do desprendimento do papel da blanqueta.
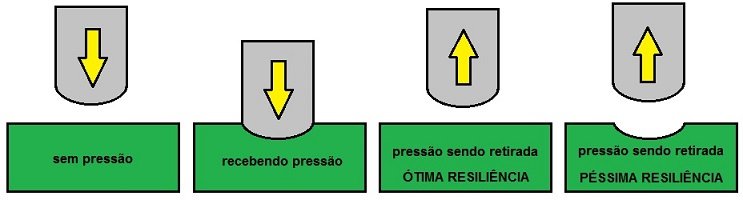
Representação da resiliência.
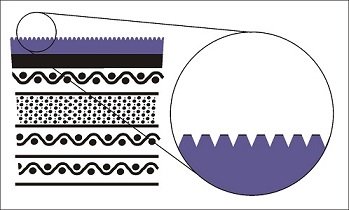
Ampliação do corte em perfil da blanqueta retificada
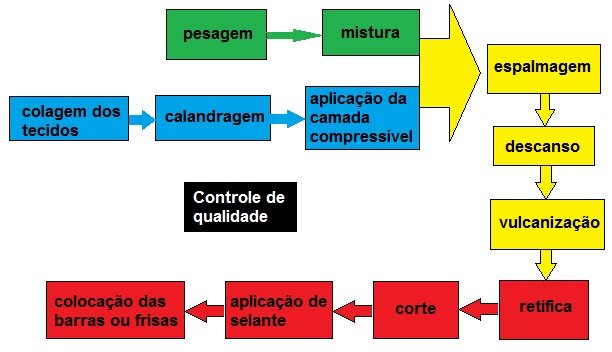
A fabricação da blanqueta é realizada em quatro etapas:
· fabricação da carcaça ou base (conjunto de tecidos ou lonas);
· preparação da camada de face (escolha e mistura dos componentes que formarão a borracha da camada de face);
· junção da carcaça com a camada superficial e finalização;
· acabamento da blanqueta.
Estas quatro etapas básicas podem ser visualizadas no fluxograma de fabricação que segue:
Fluxograma para fabricação da blanqueta.
4.1. Fabricação da carcaça ou base
Veja a seguir as etapas para a fabricação da carcaça ou base da blanqueta, lembrando que em paralelo pode-se estar sendo feita a camada superficial.
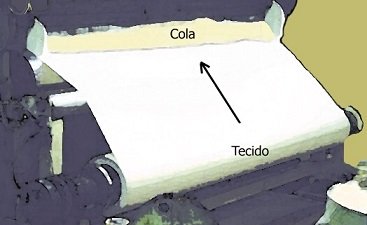
Aplicação de cola nos tecidos e calandragem
O equipamento que aplica a cola é chamado de estratificador. Ele aplica a cola em uma ou nas duas faces do tecido, conforme a posição na formação da lona. Após a aplicação, a cola perde o solvente por evaporação através de sopro térmico, para que o tecido possa ser rebobinado para a próxima etapa.
Equipamento estratificador de cola.
Calandragem
Nesta etapa os tecidos são unidos a fim de formar a base. Para unir os tecidos, a cola aplicada na etapa anterior, entra em contato com outro tecido que também recebeu a cola. Quando as faces que receberam cola entram em contato, elas se unem formando as lonas. A quantidade de tecidos unidos (lonas) é determinada de acordo com a aplicabilidade da blanqueta (tipo de equipamento e formato de impressão). As mais encontradas no mercado são de três ou quatro lonas.
Calandra.
Aplicação da camada compressível
A base recebe a camada compressiva por meio de equipamento aplicador. O equipamento aplicador de camada é composto por de três partes principais:
- sistema tensor/tracionador de lona;
- lâmina dosadora;
- estufa.
A camada compressível estando em forma de gel é aplicada sobre a base.
A altura da lâmina dosadora determina a espessura da camada compressível que será aplicada. É muito comum a aplicação da camada compressível entre a penúltima e última lona da blanqueta, ou seja, após a camada compressível será aplicada mais uma camada de lona para posterior aplicação da camada de face.
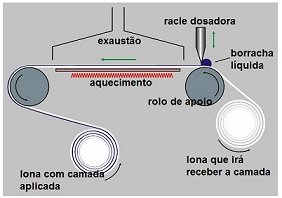
Esquema básico do aplicador de camada compressível e camada superficial.
4.2. Preparação da camada de face
Veja a seguir a descrição de cada etapa da fabricação da camada superficial:
Pesagem:
Nesta fase as componentes que formam a borracha superficial são pesados conforme a receita formulada por um químico responsável, de acordo com a aplicação da blanqueta. As resistências físicas e químicas dependerão diretamente dos compostos escolhidos nessa etapa.
Na etapa de pesagem além da formulação da camada superficial também poderão ser formuladas e preparadas camadas intermediárias, tais como as compressivas.
Pesagem dos componentes da camada da blanqueta.
Mistura:
Na fase de mistura os componentes anteriormente pesados são misturados em um moinho bi-cilíndrico. Nesta etapa os componentes são fragmentados e homogeneizados transformando-os em borracha.

Mistura dos componentes da camada superficial da blanqueta.
Após a passagem pelo moinho os componentes da camada superficial da blanqueta ou da camada compressível vão para os misturadores, espécie de batedeiras gigantes que trabalham em baixa rotação. Nesta etapa é adicionado um solvente, para dissolver a pasta e deixá–la mais fluída para as próximas etapas da fabricação. Essas etapas foram responsáveis pela fabricação da camada superficial, sendo a fabricação da carcaça ou base realizada em paralelo.
Misturadores.
4.3. Junção da carcaça com a camada superficial e finalização
Espalmagem
A espalmagem tem por objetivo unir as lonas da base, contendo ou não camada compressível, com a borracha superficial.
A camada superficial é aplicada em finas camadas sobre as lonas, sendo que o rolo de lona vai recebendo várias aplicações, uma por vez, até chegar na espessura final desejada.
Aplicação da camada superficial
Descanso
Na etapa de descanso o conjunto formado (lonas + camada compressiva + camada superficial) é posto para descanso em uma sala com temperatura e umidade controladas. Nesta fase a espessura do conjunto é avaliada constantemente até que fique estável, quando praticamente todo o solvente utilizado nas etapas anteriores volatilizou, o que permite seguir para a próxima fase.
Blanqueta em fase de descanso
Vulcanização
Na etapa de vulcanização a blanqueta, após o descanso, é enrolada num cilindro de aço, tendo papel couché como o elemento entre as camadas envoltas ao cilindro. O papel couché evita que a lona do verso marque a camada superficial da frente da blanqueta.
Blanqueta envolta no cilindro de aço no processo de vulcanização.
O cilindro envolto pela blanqueta é inserido em uma autoclave (uma espécie de estufa para vulcanização), onde a borracha da camada superficial e a borracha da camada compressiva, assim como outras camadas de borracha, passam pelo processo de vulcanização.
A vulcanização é um método criado em 1839 pelo Charles Goodyear que consiste geralmente na aplicação de calor e pressão a uma composição de borracha, na presença de enxofre e agentes aceleradores e ativadores, a fim de dar a forma e propriedades do produto final.
Nesta etapa também ocorrerá o aparecimento das chamadas “micro-bolhas”, resultantes do aquecimento de uma carga mineral que a camada compressível recebeu anteriormente. Essa carga causa pequenas “explosões” (eclodem) dentro da camada compressível formando assim pequenas bolhas de ar.
Autoclave de vulcanização da blanqueta
4.4. Acabamento da blanqueta
Após a produção e junção das lonas com a camada superficial é feito o acabamento da blanqueta, dando características, formatos e recursos para sua utilização.
As principais fazes de acabamento da blanqueta sâo:
retífica;
corte;
aplicação de selante;
colocação das barras ou frisas.
Retífica
Após a vulcanização da blanqueta a mesma poderá ser enviada ao setor de retífica. Nesta etapa a camada superficial da blanqueta entra em contato com um rebolo que desbasta a sua superfície, criando microranhuras necessárias para a transferência da tinta e para um rápido desprendimento do substrato.
Etapa de retífica da camada superficial da blanqueta
Corte
A seguir o rolo de blanqueta vai para a guilhotina, onde são cortados no formato programado de acordo com o formato das máquinas impressoras. Alguns fabricantes utilizam plotter de corte para realizar o corte da bobina nos formatos finais. Muitas plotter de corte também possuem sistemas de impressão com jato de tinta para aplicar a camada selante nas laterais das blanquetas.
Corte da blanqueta.
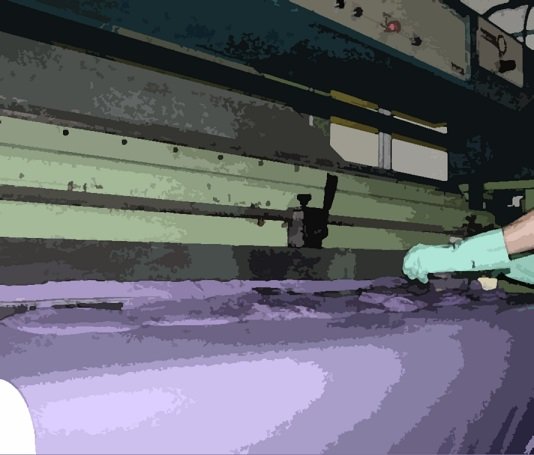
Aplicação de selante
Após a retífica, a bobina de blanqueta é cortada em bobinas com larguras do formato final da blanqueta, sendo que essas novas bobinas recebem um tratamento com uma camada selante nas bordas. Tal camada tem por finalidade evitar que produtos líquidos utilizados na impressão, tais como solventes e água, penetrem no tecido, o que pode causar inchamento ou degradação na blanqueta.
Blanquetas com aplicação de camada selante (em vermelho)
Colocação das barras ou frisas
A colocação das barras é muito comum para impressoras mais modernas e maiores. Consiste em colocar as barras que auxiliarão na colocação e fixação da blanqueta no cilindro porta-blanqueta.
Muitas vezes na hora da compra de uma blanqueta as barras entram como um opcional.
Corte da blanqueta.
Controle de qualidade
O controle de qualidade, apesar de estar sendo descrito aqui no final do processo de fabricação, é realizado durante praticamente todas as etapas produtivas da blanqueta, sendo realizados diversos testes laboratoriais, os quais visam avaliar e garantir as propriedades físico-químicas dos tecidos, das colas e dos componentes que formarão as borrachas; além de ser realizado também em amostragens de lotes para garantir a qualidade final do produto.
São avaliados vários itens, dos quais se destacam: a espessura, resiliência, planicidade, homogeneidade, porosidade, grau de lisura e presença de caroços ou buracos.
Instrumentos para controle de qualidade da blanqueta.
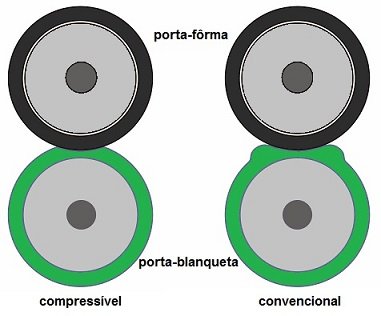
5. Tipos de Blanquetas
Blanqueta convencional (não compressível)
Sua principal característica é a de não possuir uma camada compressível. Pode ser composta por duas, três ou quatro camadas de lonas. Ela era muito utilizada no mercado metalgráfico (impressão de latas) por ser “mais dura” se comparada as outras blanquetas. Porém até mesmo esse segmento já está substituindo por blanquetas compressíveis.
Corte em perfil da blanqueta convencional
Corte em perfil da blanqueta compressível
Comparativa entre blanqueta compressível e convencional.